HVOF Coatings
The advantages of Hydroil’s HVOF coatings exceed the performance of hard chrome plating (HCP) with:
- exceptional resistance to wear (3 times greater than HPC)
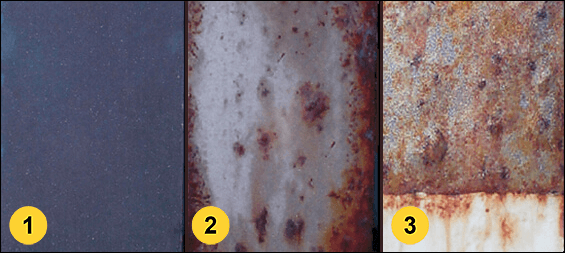
- corrosion (up to 9 times greater than HCP)
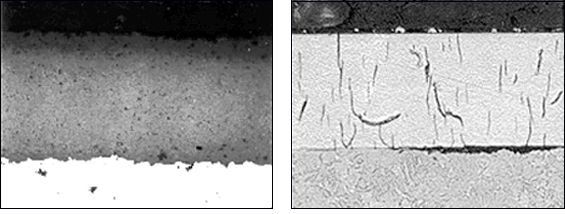
- no micro cracks that facilitate corrosion
It’s a clean technology as it doesn’t contain hexavalent chromium Chromium-6 (the most toxic form of chromium) which has been classified as a likely carcinogen, posing serious occupational and environmental hazards.
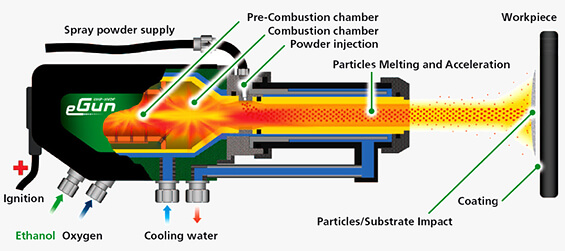
How It Works
HVOF thermal spray is a dry low temperature process that uses a fuel (natural gas) / oxygen mixture in a combustion chamber. This combustion process melts a metal containing powder at temperatures between 2700 to 3300 degrees Celsius that is continually fed into a combustion using a carrier gas (Ni) where it is melted and propelled through an extended barrel accelerating the particles at high speed (1000m/sec) where they exit towards the surface of the part to be coated.
The extreme heat and spray pressure of HVOF combine to produce a coating of exceptional hardness, outstanding adhesion to the substrate material, and substantial resistance to corrosion and wear. HVOF generally exceeds bond strengths of 12,000 psi between the coating and substrate material.
The combination of high bond strength, wear and corrosion resistance coatings are a superior alternative to the hard chrome plating (HCP). It can be sprayed from OEM thickness of 0.003” to rebuild thickness 0.250” inches without compromising the strength, making it possible to restore and re-build worn component surfaces.
HVOF Features & Benefits
High Velocity Oxygen Fuel (HVOF) thermal spray produces a dense metallic coating whose physical properties surpass those of hard chrome plating (HCP). These properties include:
- High wear resistance – typically 3-5 times more than chrome
- High hardness – typically 1200HV
- High corrosion resistance – beach exposure is typically 5-9 times better than chrome
- High bonding strength to the base material – above 12000 psi
- High temperature
- High finish – 4-6 micron for low seal leakage
- Low oxide content
- Low porosity dense coating – typically less than 0.50%
- Low substrate material stress
- No hydrogen embrittlement
- No fatigue embrittlement
- Little or no fatigue debit
- Resists impact damage and fretting
- The coating will not damage the heat treatment of the substrate material
- Versatile coating thickness
- Restore and re-build components
- The coating can be stripped
- Much faster processing time reducing lead times – can be turned around in hours
- Low environmental safety and occupational health (ESOH) impact and cleaner technology
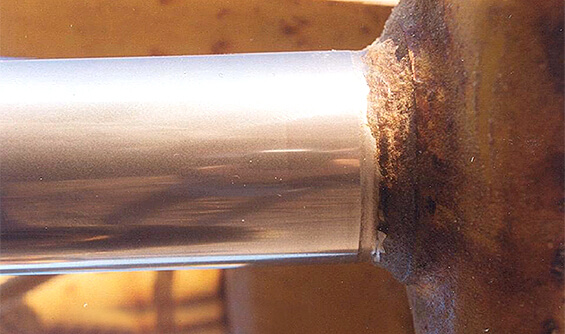
Typical Application
- Hydraulic cylinder piston rods
- Heavy vehicles and mining equipment
- Maintenance and repair
- Industrial rolls for steel, plastic and paper processing
- Aircraft landing gears
- Conveyors
- Seal surfaces
- Extruders
- Pump shafts
- Steel making and processing
- Water and waste treatment
- Marine
- Defence
- Agriculture
Typical Materials Applied With HVOF
The metal powder is available in many compositions, including:
- Chrome carbide
- Tungsten carbide
- Nickel alloys
- Cobalt alloys
- Stainless
- Inconel
- Hastalloy
Diamond Belt Finishing
Hydroil uses Diamond belt technology engineered to replace both metal bond diamond wheels and super finishing systems. It combines the accuracy of rigid tools with the speed, consistency and ease of a flexible Diamond belt system to produce a mirror like finish of 0-1 Ra if required.